
HYDROLEC REBUILD PAGE
This page discusses the assembly of the Hydrolec Unit. Please see the Hydrdrolec dis-assembly page for the dis-assembly process. The original page became to big with 42 photos and text. It took forever to load!!!
The Freshwater hydraulic turbo-generating set was made by the Hydrolec Division of Leroy Somers, in Granby Quebec, in the mid 1980s. Hydrolec went out of business in 1989. One has to be inventive to obtain spare/replacement parts.
The unit is a Model H9H-18 with four, automatically adjusted, cast aluminum blades. The total assembly, minus the butterfly valve, weighs 3550 pounds. At a nominal head of 18 feet, the unit produces 84 kilowatts. It spins at 328 rpm and drives a 5.6:1 ratio, planetary, speed increaser that in turn, drives an 84 kilowatt, 1200 rpm induction generator. The generator is rated 3 phase, 60 hertz, 150 amps at 480 volts. The generator frame is a 405 T. It has 4 poles and spins at 1835 RPM. The power factor is 0.85. The water is shut off with a 60" butterfly valve.
This is the newly re-wound Leroy Somers stator. Mr. Tony Rossario of Independent Electro Mechanics of Hillsborough, N.H. (603-464-3869) rewound the stator. Note the six leads. They are the ends of the three, individual, coils making up the three phases. The unit is Y connected with the neutral running to the control cabinet. A current transformer allows any stray currents in the neutral to be monitored. For a balanced load, the neutral current is always zero. There are 5 # 17 wires, total number of coils is 48, there are four coils per group, the number of groups is 12 the span is 1 to 11 and there are 9 turns. The phase balance is 25 volts, three phase and 150 amps on each phase.

We are cushioning the leads exiting the stator. The aluminum edges were rough.
This is the special, wire, guard plate the Wizard has fabricated from stainless steel. We used rubber belting for the wire cushion. We stitched the inside and outside belts together with wire ties. Note that we replaced the corroded mounting studs located in the gearbox housing.

A close up of the finished guard. We are now ready to install the generator tank and slip the unit into the smaller cone.

The assembled bulb drive. We do not want the oil to leak out. We replaced all the original o-rings and used a redundant coating of silicone on each surface. Will used the torque wrench to apply equal torsion to each bolt.
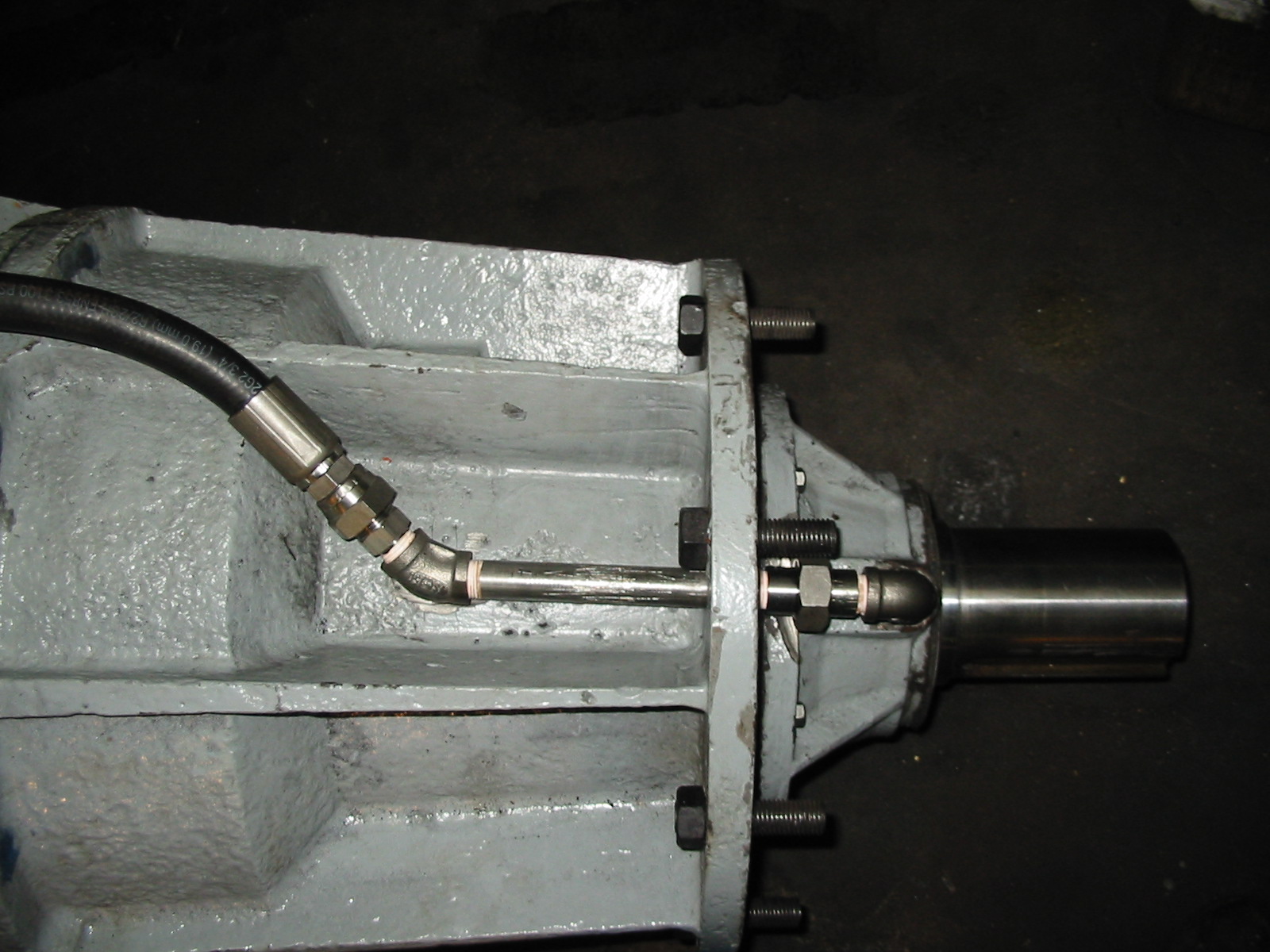
New 318 stainless steel hydraulic lines and fittings This line is attached to the mechanical seal housing. Note the new studs used to hold the tank inside the smaller cone.

Will is cleaning the high voltage wire seal. This aluminum housing has the 480 volt wires threaded through it. It was then filled with epoxy to keep the high pressure oil from leaking out. These units had a notorious leak resulting from the high pressure oil wicking up the interstices of the copper wire's winding. We resolved this by impregnating the ends of the wires with RTV silicone. Always use RTV silicone. Low grade silicone dissolves in water. Note that low grade silicone, in the fine print, says not for use on aquarium tanks!!

Will is making the high voltage connections between the wiring harness and the motor leads. Here, you see the three ends (terminals 4,5,6) of the Y-connection being bolted to the neutral lead. He has installed a tube of seal tite on the wires prior to taping. The shrink tite is drawn over the connection and gently heated. It shrinks down to form a thick plastic coating over the wire. We connected the ground wire to the "000" lead and the neutral wire to the "0" lead.

Will is wrapping the 480 volt connection with heavy rubber splicing tape. Next, he will add four wraps of vinyl tape. Finally he will pull the shrink wrap over the connection and shrink it with a hair dryer.
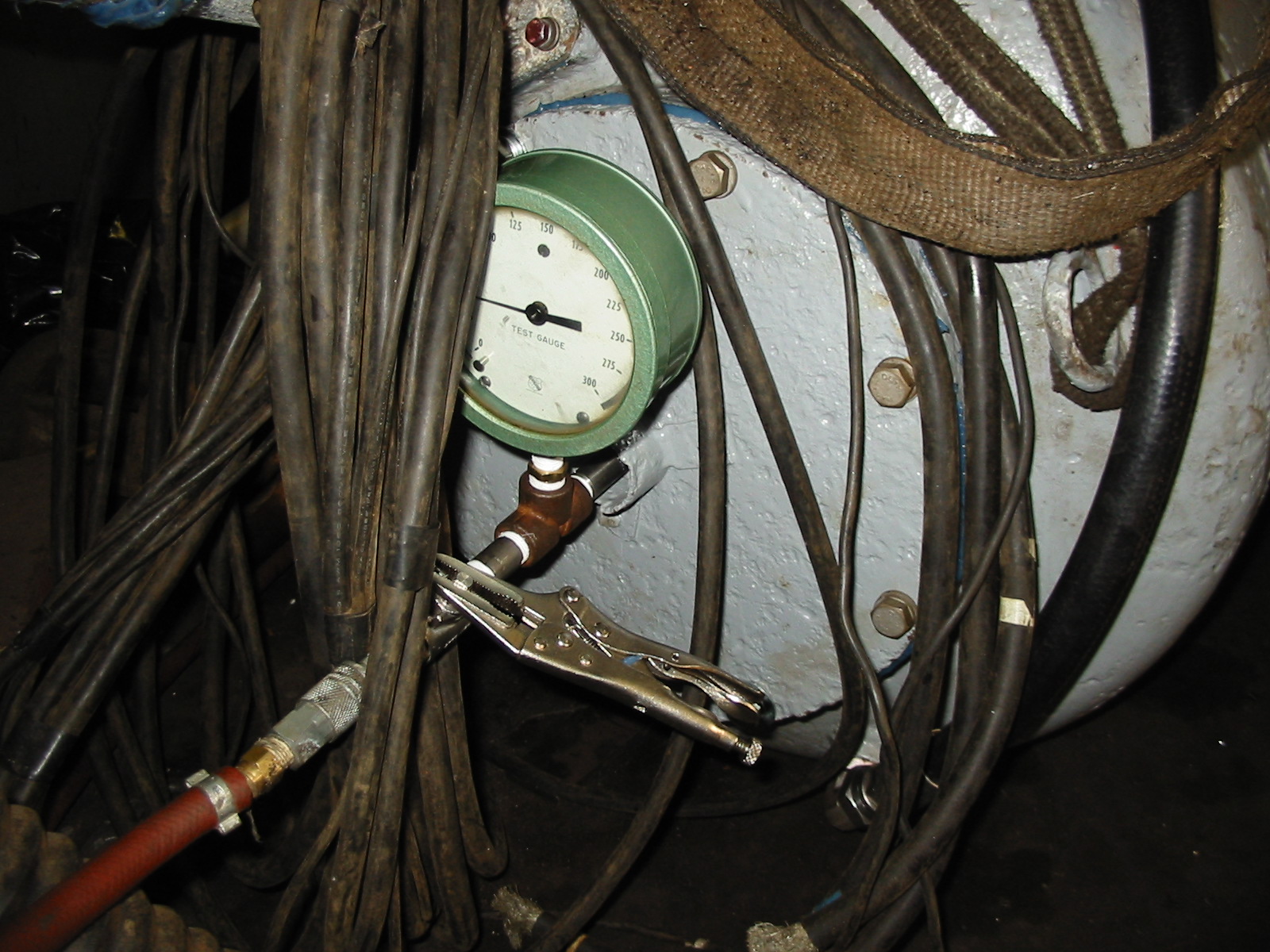
The pressure testing manifold has been installed and the internal air pressure has been raised to 50 psi. A leak was discovered in the return hydraulic line and in a union fitting. The union fitting was tightened and we returned the leaky hydraulic line to Mechanic's Bliss in Worcester, MA. They re-crimped the compression fittings and stopped the leak.
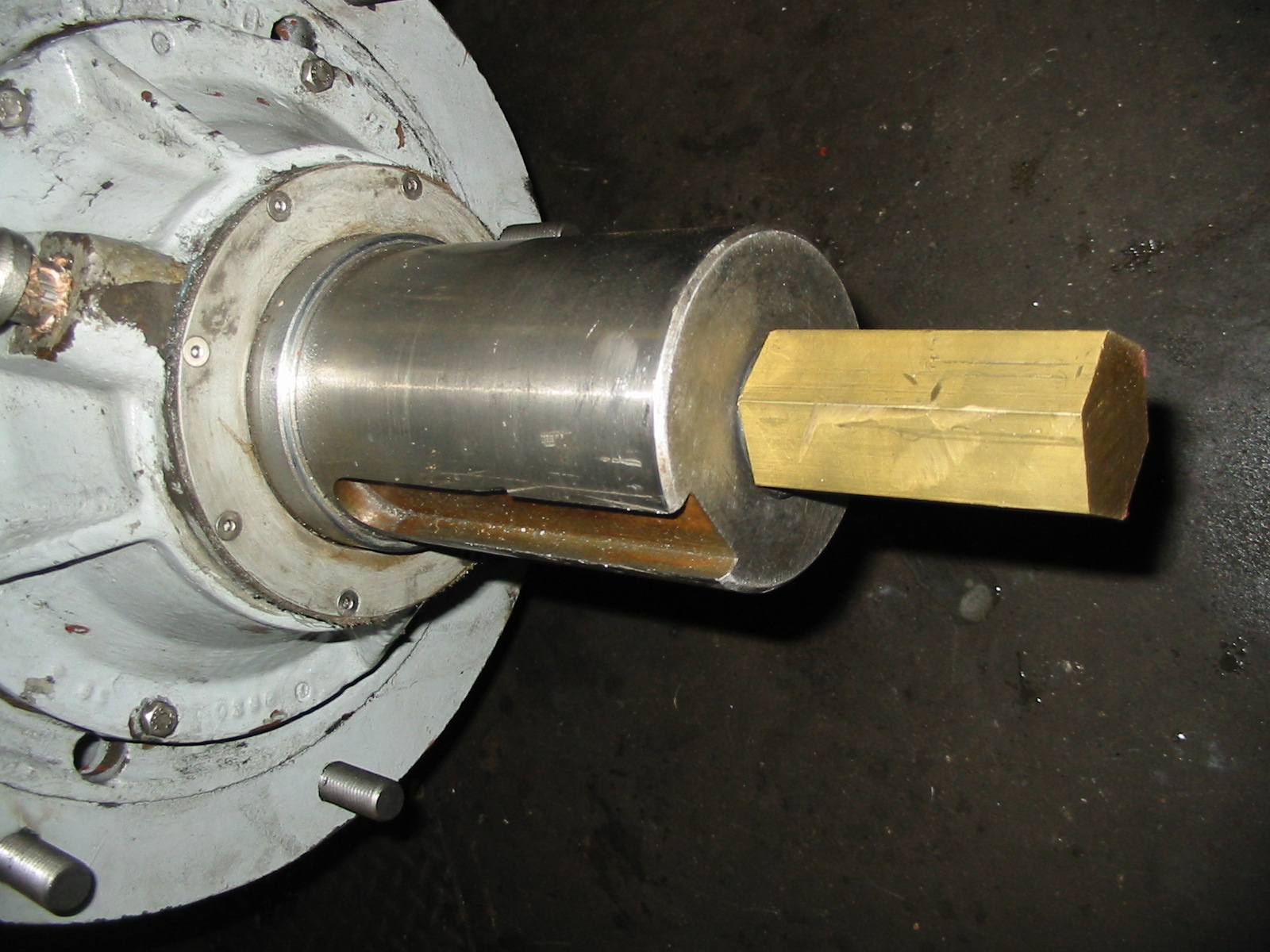
The end of the shaft is hollow to allow oil to inflate the rubber airbag. So to pressure test the unit, Warren made a brass bolt to screw into the end of the shaft and seal the hole. This was an extremely fine, unorthodox, metric thread, 30 mm by 1.5 mm. To provide extra protection against leaks, through the threads of the bolt, Warren put o-ring grooves along the shoulder of the bolt.

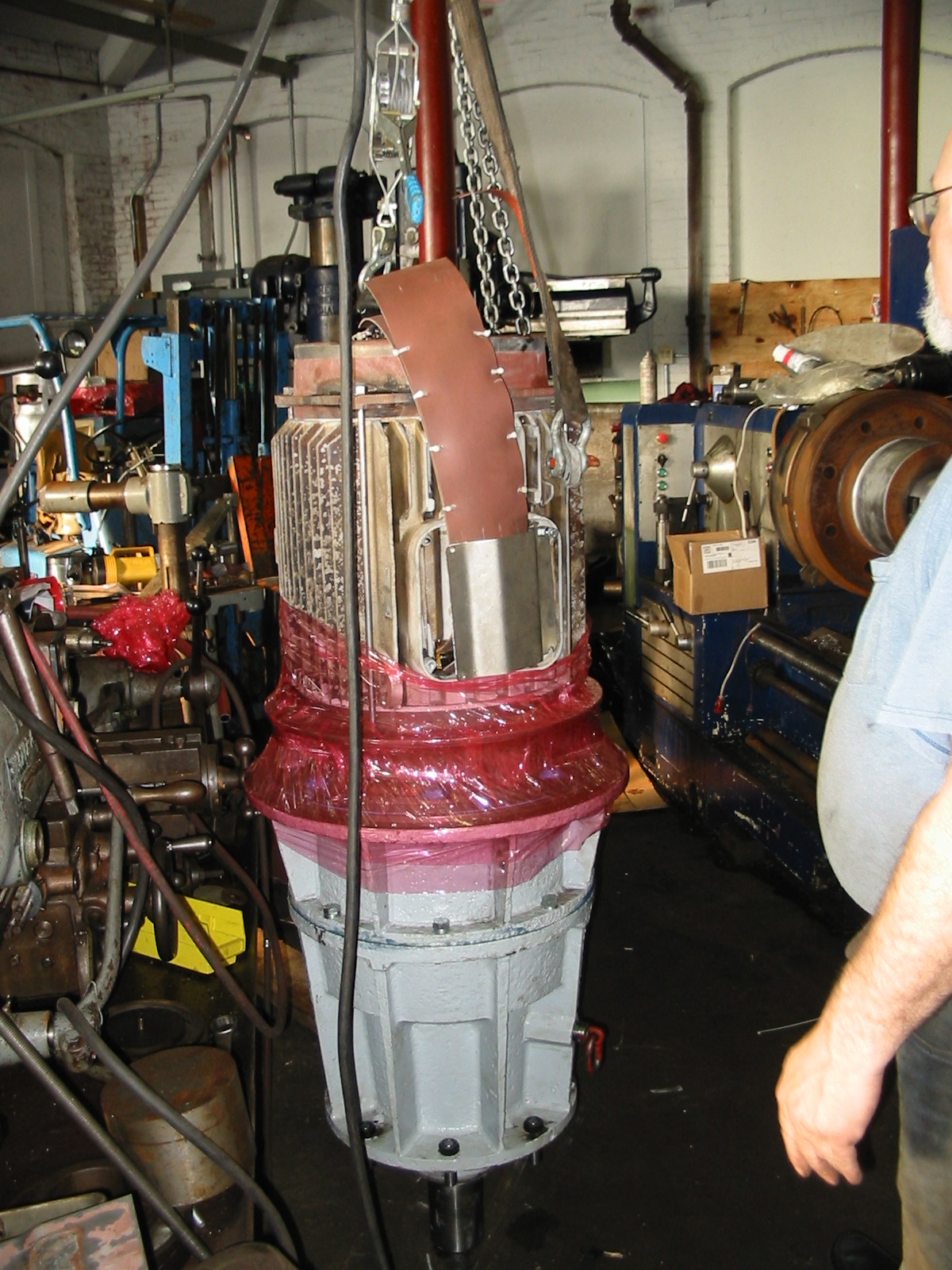
In this picture we are getting ready to lower the turbine into the inside draft tube cone. The tank is being raised, so it can be suspended off the ceiling because we need the forklift truck to move around the draft tube cone.

The tank goes into the draft tube.

Success!!!!!!!!!!!!

Static pressure test of assembled inner cone. We brought the pressure up to 50 psi and left it overnight.

Will is transporting the assembled rotor to the inner cone.

We are setting the rotor onto the generator shaft. We have a strap wrench on the shaft in order to turn it to align the keyway in the shaft with the keyway in the hub. The bore of the hub is the exact diameter of the shaft outside diameter. This makes for a mild press fit.

Warren made a special jacking post that screws into the end of the generator shaft. The shaft had a 30 mm by 1.5 mm thread on one end and a 1 1/4 by 7 thread on the opposite end. We slid the special, hollow core, yellow hydraulic jack over the post and screwed a nut down tight against the jack. As Will slowly pumped up the pressure, the jack pushed the rotor onto the shaft.

Sliding the hollow core jack onto the special jacking post.

Celeste and Will installing the washer and nut on the jacking post.

Will is using the hydraulic pump to pressurize the hollow core jack. This causes the runner to be forced down the shaft.

A bird's eye view of the jacking set up.

Celesty is installing the master guide rod that centers the cross head. Warren (The Wizard!!) and Will are assisting.

Will is installing the nylon bushings. They are a poor substitute for a pinned connection, on the blade, bell crank, tie rods. The four bar linkage turns such a small arc that the travel approximates a straight line. The steel tie rod rotates a small amount inside the nylon as the nylon flexes.
ADJUSTING THE BLADE ANGLE
We made a crucial error when we dismantled the unit. We did not observe the blade angle, when the cross head was in its minimum position. This was not entirely our fault, as we did not dismantle the inner hub. So, where to start? We assumed the blades needed to be at a zero pitch when the internal pressure was zero and the air bag was in its deflated position. If this were not true, the machine would not stop turning. It could also be spinning so fast, that the generator speed would be higher than synchronous speed. This would make it difficult to connect with the grid. The next question was, what is the zero pitch angle? This may sound easy, but the blade curvature is compounded in three dimensions, so what is the pitch angle? The angle of attack varies radially along the leading edge of the blade! We finally decided to measure down from the top of the hub to the leading and trailing , inner edge corners. We rotated the blade up and down until those two measurements were equal. This measurement was approximately 8 and 1/8 inches. We called this condition flat.
When we purchased the plant from George, we were delighted to find two factory assembly drawings. One drawing was of the hub and the other drawing was of the gearbox/generator assembly. I say delighted, because it is highly unusual for turbine manufacturers to allow any of their drawings to leave the factory. On the blade hub assembly drawing, someone had handwritten the nominal length of the turnbuckle/blade operating linkage. It was 55 cm or 2.127 inches. The length of the cross head travel was listed at 50 cm. We used a vernier caliper to set the lower adjusting nut to 2.127 inches from the tie rod end. We locktited it in position. We added the heavy steel washer and the nylon washer to each turnbuckle. We tied string to the threaded ends. We positioned the circular, cross head plate over the hub and pulled the strings up through the turnbuckle holes in the crosshead. We lowered the cross head down and as I pulled two of the turnbuckle strings and Will pulled the other two, to align the turnbuckles vertically, we finished lowering the crosshead into position. We then checked to see if the blades were still flat. They were each slightly off. We took it apart, readjusted the length of each turnbuckle and reassembled the hub. We needed to do this several times before we got it right!!!

Determining the flat angle position.