
Indian River Rebuild Web Page
January 6th, 2012, we have been very busy. The Thursday before Christmas, we twisted off an 8 inch thrust shaft. It was the one with the 10 inch forged thrust discs. We ordered a 10 foot long by 10 inch diameter billet. Warren chucked it in the lathe. He made a new shaft. We had the unit back on line two weeks to the date it broke. This time frame included Christmas and New Year's vacations. I am very proud of our crew including Sam Melanson, Cole Zub, Bill Carabetta, John Remington, Warren Fay, Davis Hobbs, Wayne Bailey, Wayne Roberts and Peter Clark.
Friday, December 23rd, the number One Turbine's mainshaft has failed. See the seperation in the shaft between the coupling and the thrust stand.

Broken thrust shaft. Note the small circle of fresh metal that was taking the shear. Note the heavy rusting coating the rest of the break. We concluded that this was a problem we had inherited from when it was installed in Missoula, MT.
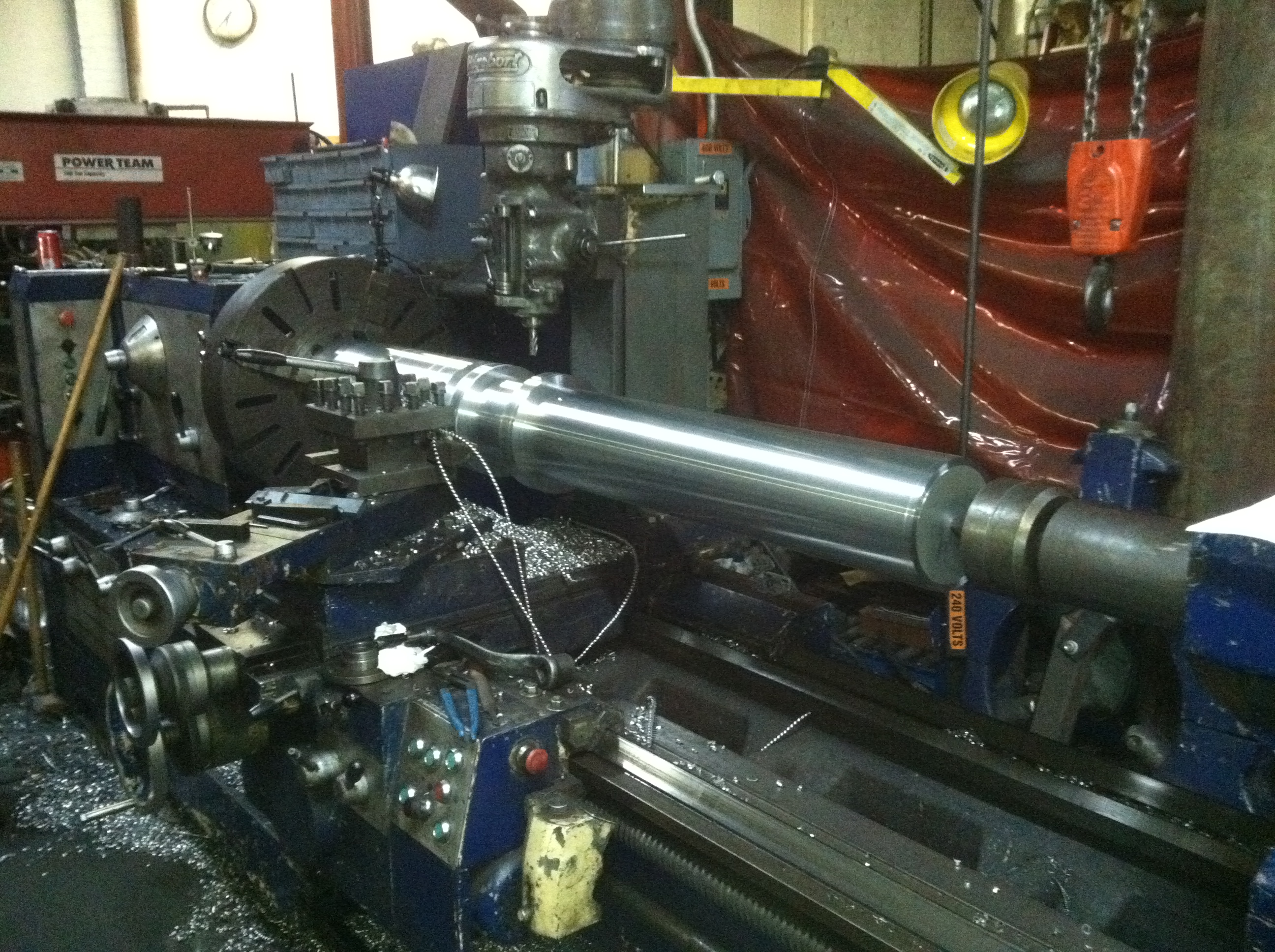
Here is the new 10 inch billet being turned in the Poreba roll lathe. You can see the new thrust discs emerging from the solid billet. We are so lucky to have Warren Fay "The Wizard" on staff!! We had the new shaft installed and the No. One Unit running exactly two weeks later!!!

The new shaft is finished. Warren Fay is going to cut the new keyways, in the shaft ends, with the Bridgeport milling head. Note the massive steel plates he designed and built as a support frame for the Bridgeport head. I was amazed that "The Wizard" turned my Poreba lathe into a lathe/miller!!!

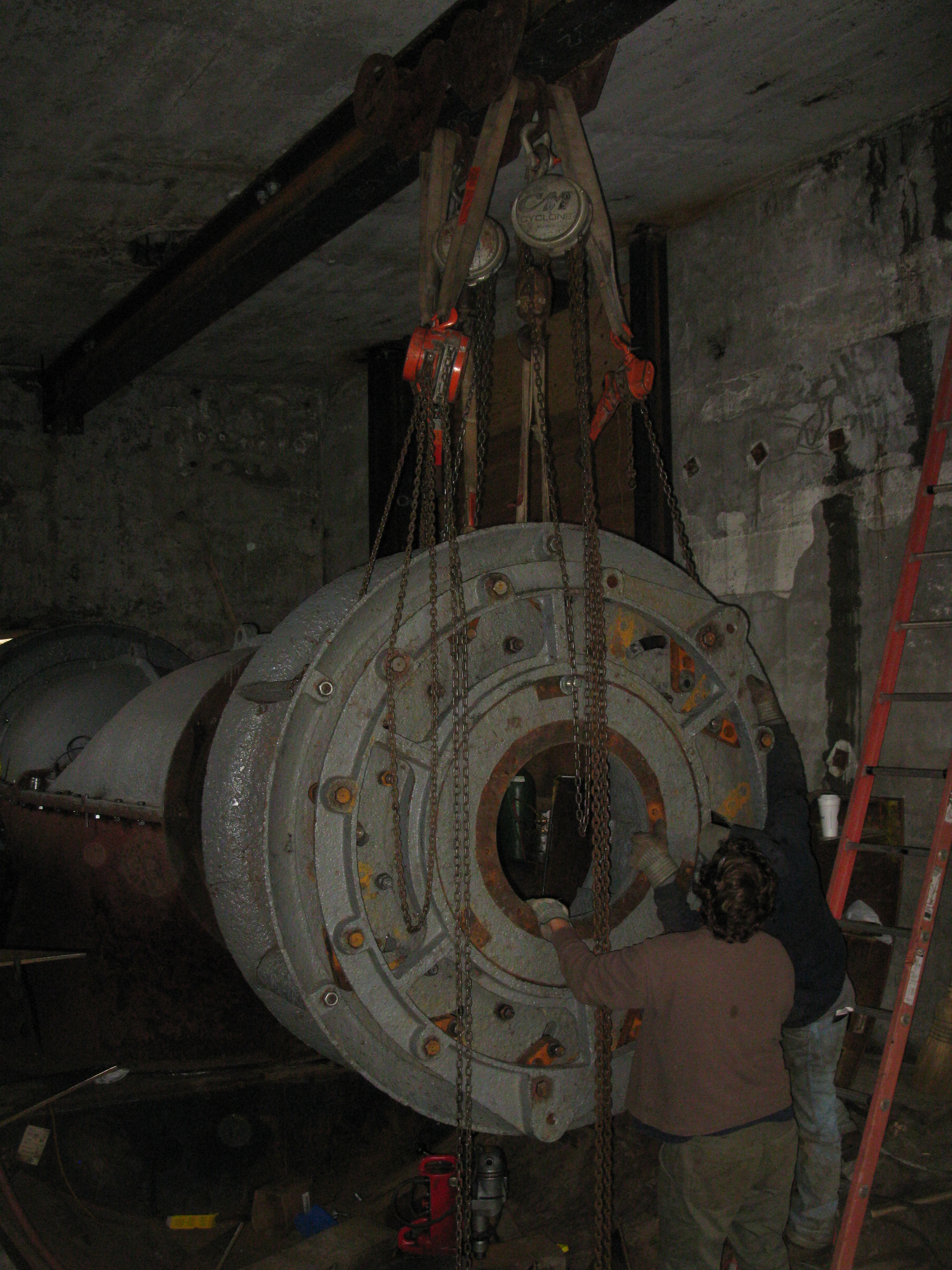
Cole Zub, Pete Andersen, Bill Carabetta and Sam Melanson are installing the newly minted thrust shaft into the thrust stand.
June 6th, 2011, We have been busily making forms and pouring concrete for the foundation of our No. One generator at Indian River. On Thursday and Friday of last week we poured 42 cubic yards of concrete. Please see the following Picasa Web Album of our efforts:
https://picasaweb.google.com/frenchriverland/NoOneConcretePourJune3rd2011#
Today I have to start stripping the forms. I have to stop at the shop first and load the main turbine intermediate shaft and the main turbine thrust shaft onto Davis' landscape trailer. I am going to install the front cover on the new pressure casing and install the turbine shafts and thrust stand.

Here we are pouring the saddle for the end of one of the two Atlantic Salmon bypass pipes. The driver was nervous that his truck may fall in the tailrace. Look at his passenger side wheel. It is resting directly on the top of the tailrace training wall!! Kenny Smith from Smith Alternative Energy is overseeing the pour.
May 12th, 2011, Hi everyone, sorry for the absence. I have been very busy. In the last three weeks we have installed the lower 1/2 of the pressure case, the draft tube, the camel back, the back gate case, the camel humps, the front gate case, the top of the pressure case and the front annulus of the pressure case. Today I have a crew jack hammering the back wall of the powerhouse out so that we can finish fabricating the expansion cone that will convey the water from the new 8 foot diameter penstock to the 13 foot diameter pressure casing. I also have 6 welders coming from Industrial Steel and Boiler to weld the pressure casing together. While that is going on, Cole and I need to drain Woronoco's penstock and I need to adjust the wooden bearings on our 2500 KW, Unit Three. It started to vibrate at partial gate settings. Meanwhile Indian River No. 2 is purring like my kitten for the last three weeks continuously!! I attach herewith, some interesting photos:
Well, to start with, how do you get a 8,000 pound, 14 foot diameter ring through a 12 foot square doorway? Well here is how I did it:

Whoops!! It won't fit!!!!

I set it back down and by using unequal length straps, I picked it up obliquely. I let the guys use the crane for small picks. For the large picks, I run the crane. It is difficult running the crane and taking photos!!!

Here it is inside the door. I have inserted it in the wrong position. It needs to be rotated 180 degrees. The guys were wondering how they would slowly rotate it around with the chain falls on the monorail and cum-a-longs. I sent them to lunch. While they were at lunch, I changed out the straps so they were equal lengths. I extended the crane boom through the doorway. I picked it up and rotated it 180 degrees on the crane hook. I set it back down and removed the boom. When the guys got back it was rotated to the correct position.

Here, we are pushing the front annulus of the new gate case across the powerhouse on Al Nash's new monorail.

The gate case annulus is finally in place. The guys were having a hard time lifting it to the correct height. They were using two straps with lifting eyes screwed to the sides of the annulus. I realized the ten ton chainfall hook was wide enough to hook onto the inner edge of the annulus directly. We changed the hook's position from the straps to the inside edge and we got the necessary lift. Once it was in position, we used two chain cum-a-longs to pull it axially into its final position. We rotated it to its match marks with a porta-power cylinder.The little hole on the left side is for the governor shaft stuffing box.

Here, I have hooked onto the pressure case cover. I am lifting it over the security fence to move it closer to the door. We can not install it in place until the pressure casing is welded together and the governor shaft is installed.

Here, I have just picked the top half of the pressure case over the security fence and set it in the yard.

Here, I am stuffing the top half of the pressure casing through the doorway. This case is 13 feet in diameter and the doorway is 12' by 12' We did not want to destroy the doorway. By fabricating it in two halves we are able to use four chain cum-a-longs to suck the sides in so that it is less then 12 feet wide. It worked!!!

A view from inside the powerhouse. The two castings on the floor are the two halves of the rear, lignum vitae, radial bearing housing. In front of them is the newly machined main shaft stuffing box. Note what a squeeze it was to get it through the doorway.

The top half of the pressure casing is nearly in place. The shark's teeth welded along the front edge will be used to precisely align the front annulus. They are also stiffeners to take the axial load of the water.
May 1st, 2011. I culled the photos and added them in to the previous photos side bars. I have added more details on the progress at Indian River and Tannery Pond HEPs. Thanks for all your interest! Bill Fay
Mike Desrouche and Cole Zub are installing the front gate case. Tomorrow we need to install the top 1/2 of the new pressure casing and weld it in place.

Eric Andersen and Sam are flying the second gate case across the ceiling on the newly installed mono rail.

Sam, Eric Anderson and Mike Desrouche are installing the front camel back cover (hump!!).

Mike Desrouche has installed the mid span bearing support and is bolting it to the camel back cover. Warren's (The Wizard's) lignum vitae bearing has already been installed.

The crew have flipped the gate case and are bolting the lower 1/2 of the case to the lower 1/2 of the tee stand.

Here. we have installed the runners in the bottom 1/2 of the tee stand (camel back). We are flying the rear gatecase over the tee stand to install on the back of the tee stand.

Mike is cleaning off the draft tube flange and applying silicone to ready it to be pulled up and bolted to the bottom of the spool piece. Remember the shop photo of the draft tube. It is 14 feet high. It is funny to see just 4 inches of it sticking out of the tailwater. The river has come up and our staging is about 6 inches beneath the water. That is why Mike is balancing on the flange. He forgot his boots and does not want to get his feet wet! The draft tube had been match marked with paint. Unfortunately, Margie painted the draft tube and obliterated the match marks. The guys were cursing as they pulled the flanges together and had to slowly rotate it until the bolt circles matched up.

The bottom 1/2 of the No. One Unit's camelback casing coming through the door. I previously hooked it to the Galion crane and extended the boom into the powerhouse with the casting hanging on the hook. The lower 1/2 of the pressure casing is now welded down. The small spool piece is bolted beneath the pressure case and the draft tube has been pulled up and bolted on. Note those wicked sharks teeth!!

Cole Zub and Johnie Remington have helped me lift the first gate case and the double runner through the powerhouse door. The newly designed 13 foot diameter pressure casing put us 18 inches higher on our horizontal center line. We were delighted to find that this pulled the location of the second Montana generator 18 inches higher then the original generator. This allows us to use the existing pit to pour our generator foundation without the need of any further concrete removal.

Using Al Nash's, nifty, 50 ton mono-rail, we have rolled the double runner into its camel back. We have temporarily set the runner shaft in the bottom of the throat ring so that we can roll the first gate case to the back of the camel back and bolt it in place. Note the great job Industrial Steel and Boiler did repairing the mid span bearing support. It had gotten rain water into it while it hibernated for 17 years in our boneyard waiting to be used again!! The water froze and cracked the casting. Mike Pieski installed the dull red steel plates by through bolting them and rolling the lower edge of the plates so they cradle the bottom edge of the casting. On the edge's of the plate he drilled and tapped holes and bolted the edges down. The menacing looking teeth on the bottom edge of the pressure casing are not shark's mechanical teeth, as some of my more imaginative employees thought. They are the pre-installed gussets to strengthen and align the new tank cover.

April 21st, 2011, our re-conditioned runners arrived on site today. Unfortunately, the starter motor on the Galion Crane chose today to die! So how do you get 12,000 pounds off loaded from the flatbed truck without a huge crane?

We drilled a hole through the powerhouse wall and inserted a long eye bolt. We got a 4 ton aluminium chain fall from the gatehouse. I backed the little white crane into the corner. We opened the garage door and backed the flatbed into the powerhouse doorway. Cole attached the chainfall to one end of the runners. I attached the hook of the white crane to the other end. Cole lifted his end off the tuck while I lifted my end with the little crane. We had the truck driver drive out from beneath the runners.

Here are the runners and shaft suspended in the air. We had to slowly and equally lower the two ends of the shaft.

Here are the runners and shaft sitting safely on the ground. Notice the freshly turned mid span bearing journal.

April 21st, 2011, yesterday, I loaded up the two camel back humps from the yard at the machine shop and towed them out to Indian River HEP with the new trailer. Here Johnie Remington is supervising the off lift of the two pieces. That is the little Galion Crane that we replaced the boom on. (notice the black body and the yellow boom) https://picasaweb.google.com/frenchriverland/GallionCraneBoomExchange?authkey=Gv1sRgCIOT-Yuw0ejw0QE#
I returned to the shop to pick up the thrust stand from Montana. When I got back Margie was applying a second coat of paint to the stand. I worked on other items. The head at the site increased to 19 1/2 feet and No. 2's output went up to 480 kilowatts. Also, No. 2 ran all night long. We finally got the RTDs installed and we felt comfortable letting it run continuously. Another milestone!!!! Note the spring runoff overtopping the dam in the background. The river is at 4200 cfs. We are having trouble aligning the roof bolts for the new 30 ton monorail in the No. One Machinery Bay.

The first, of two rebuilt gate cases, arriving on site for the No. One Unit. We had to buy a new 18 foot trailer. The old one was worn out. You can see the bottom half of the camel back casing on the right hand side, behind the Gallion crane. The large annular ring in the top left is the end of the new pressure case. The cover and the camel back humps I am delivering this morning.

April 18th, 2011, here the lower 1/2 of the No. One Pressure Casing is being "squeezed" through the powerhouse door. The No. One Generator (beneath the green tarp) has been swung across the parking lot and stowed on a pair of I-beams. The generator is out of the way, but it can be easily rolled sideways so that it is in front of the doorway. We can jack it up and move the I-beams 90 degrees so that we can roll it into the powerhouse. No. Two is operating at 460 kilowatts. The river is very high and the head has dropped from 25 feet to 19 feet and we are still making more output then the original runners that we replaced!

Our new pressure casing for the No. One Turbine arrived on site today. We fabricated and shipped it in two pieces. The tank is 13 feet in diameter. Our doorway is 10 feet by 14 feet. We did not want to jackhammer the doorway opening. We are picking the "casing 1/2", at an angle, on two 10 ton chain falls and rolling it through the doorway.

Eric Andersen is standing on the roof of the pressure casing. Note the tabs welded along the spring line to be used to re-align the two halves