|
Previous Pictures Web
Page
I posted too many
photographs on the website. It was becoming very slow to load. I moved some of
the previously posted photographs here.

My recent
hunting trip to Montana aka: bagging the big horned hydro
generator.
I just got back from Montana.
I was out hunting big horned hydro generators. I bagged four
30,000 pounders. I would stuff them and put them over my mantle
piece but I do not think my hearth is strong enough!!! Two of
them are being installed at our Indian River HEP. Enjoy!!
http://picasaweb.google.com/frenchriverland/MissoulaMT?authkey=v571LsJtfdk
<<<< click on this hyperlink

The
beast exposed!!! One of these runners and gate cases we
installed at Pioneer Hydro in Ware. MA. A second was installed
at Tannery Pond in Winchendon, MA.

Mary Remington deciding
if the old Bradway is worth rebuilding. Poor Mary, instead of going to the
movies, she gets to see defunct hydroplants, in the basements of old cotton
mills!!! Actually, she really enjoys the trips. This is a Bradway Waterwheel and
Governor, both the turbine and governor, were designed by Charlie Bradway. This
site has 54 feet of head. (see additional photos at end of Bradway webpage)

Who would know
I have advanced engineering degrees from Lehigh University and
WPI!!

End of a long day!!
Celeste and Will using the bed frame of Woronoco Hydro's, two megawatt, GE
Generator for a couch. We had just finished commissioning the No. 2 generator.

Will is cutting the 36
inch main support beam for the new stoplog structure at Woronoco Hydro. Here he
is 11 years old and this is an enormous I-beam! A second beam is leaning on the
back of the truck.

This is
just before I told Josh that it was a real bad idea to have the
rope wrapped around his hand. I was just a wee bit concerned
that me, the crane, the I-beam and Josh were going to be pulled
down the rabbit hole!!! This is an enormous beam for the little
cherry picker to manipulate. On these jobs, I run the crane.
Note the yellow beam clamp, on the center of the beam above the
hood of the truck. You can see the crane hook is attached to the
beam clamp. The little crane has the entire weight of the beam
hanging off it. Davis is inside hooking up a chainfall to
transfer the load to.

Here,
my best friend and business partner, Davis Hobbs, has control of
the business end of the beam, with a three ton aluminium body
chainfall. You can see, way down below, that we have already
lowered one of these beasts into place. The upper end of the
beam is still attached to the crane hook. This is a deep
forebay. The invert is 34 feet below the gate house floor.

Celesty in action!! Here,
Celeste is lifting up the recently, rebuilt, No. 2, rear, gatecase at Woronoco
Hydro. Notice all the guys watching Celeste run the chainfall. That's my little
girl always in the thick of any heavy rigging!!
One Hydrolec
H11-H about to go out the powerhouse door

Will makes the
rigging job look easy!! The machine weighs about 8500 pounds.
This is the ragged limit for this little cherry picker.

We are
swinging
it onto the truck and are about to load it onto the trailer.

Ready to go
down the road!
Please see:
June 7th,
2009, What I do on the weekends?:
RemovingTanneryPondHydrolecTurbine-authkey=Gv1sRgCLH2x-T9z_ujVw#5344664439560937842
<<<<click on this hyperlink to find
out!!!
May 31st, 2009. Added Trump Turbine Catalouge.

Celesty
in action!! She is removing the slate switchgear from the No.4
powerhouse at Lower Thorndike.

French River
Land's Tannery Pond Site in Winchendon, MA, Will working on
governor controls and new disc brake.

Will and Celesty suiting up to
dive at our Pepperell Power Plant. We had lost a stay vane in the No.2 unit. It
actually dropped through the 8000 pound propellor while it was rotating at 300
RPM!!! Mike Desrouche and Celesty dove for the stay vane. Will floated on the
surface as in a backup capacity. Afterwards, Celesty swam up all three elbow
draft tubes and inspected the condition of the 1918 concrete.
Mike and Celesty have
just finished recovering the stay vane. Poor Will has been floating on the
surface for the last hour!!!

Here is the recovered
stay vane. Note how big it is compared to the tailgate. Note the gouge marks
where the Leffel "B-2" runner smacked it at 300 RPM.

Here is the Leffel "B-2"
gatecase. Notice the missing guide vane. We needed to get to the lower ring of
bolts in order to reinstall the missing guide vane. We jack hammered out the
machinery grout. We removed the bed ring bolts. We raised the gate case with
three chain cum-a-longs. When we picked the gate case up, three more bolts, that
were broken, dropped out of their holes. Note the giant "B-2" runner inside the
gatecase. During the dive, we lowered a halogen work light into the draft tube.
It was on a ground fault protected circuit. When Celesty and Mike swam up the
center draft tube, it was all lit up from the halogen light!!

Here, I am polishing the
66,000 volt bushings with Colonite. There are nine of these insulating bushings
that make up our air break switch at our Pepperell Station. The switch is
obsolete and the high voltage stingers had been eroded by high voltage arcing.
No problem!!!! Warren made new copper stingers and contacts for the switch!!! We
had National Grid pull the 66,000 volt fused disconnects and install grounds on
the transmission primaries so I could work safely in the substation.

The 2 megawatt, No. 3 unit at
Woronoco needed its main bearing replaced. We purchased a gorgeous Cooper split
bearing. In order to install it, we needed to machine the main shaft. Instead of
disassembling the unit, we elected to machine it in place. We took the steady
rest off our big Poreba lathe to support the shaft. We took the base of our
little bench miller and used it for a cross slide. We hot wired the generator
controls and energized the generator to turn as a motor. We turned the shaft to
the diameter needed for the new Cooper bearing.

Warren Fay, Ken Smith
and Celesty are changing out the Ropac mechanical seal on Collins No. One unit.
They have installed the draft tube gate. You can see it blocking the Chicopee
River behind Ken's back. We had a diver swim up the draft tube and seal the
edges of the gate as we pumped the throat down. They have removed the top half
of the throat. You can see the piece on the floor to the left. They are getting
ready to pull the bronze, four bladed, runner out.

Davis, Celesty and Ian
making concrete repairs. They have made a one sided form. Davis has Hilti glued
threaded studs to the face of the concrete. He used the studs to secure the form
. They are mixing up an epoxy coating called Sika Pro Plus. It is very viscous
and the drill motor barely mixes it.
Will and I found this
beautiful Cincinnati Radial Arm Drill. We bought it for $ 500.00. You can not
buy a Hilti Hammer Drill for $500.00!!! We hired Three Bs Towing to bring it
home for us. I cleaned up the column and the ways. We have been using it ever
since.

Here, we are trying to
stuff the 10 1/2 foot tall drill through a 10 foot opening. Celesty is removing
the top motor to make the drill shorter. We finally got it through the door!!

Celeste tugging the 72 inch
radial arm drill into the shop. We mounted a snatch block on an eyebolt inserted
into the shop floor. The crane cable is hooked through the block and back to the
drill. As Celeste carefully controls the cable tension, the drill is being
tugged into the shop.

Celesty and Will removing the
pinch bolts on the No. 2 Unit's flywheel. This station was originally a stand
alone for the paper mill. As such, the units were governed to produce 60 cycle
power. The flywheel was used to produce rotational inertia. This smoothed out
the speed changes from any minor load additions or rejections and gave the
governor time to react.
June 10th,
2009, added:
Design of the
runner of a Kaplan turbine for small hydroelectric power plants
by Timo Flaspöhler
and
Kaplan Design
by Marko Kogovsek

Will and
the four supervisor dogs, taking a hydro break, on the Swift
River, in Bondsville, MA. Tsar is flanking Will. King Tut is
following. He is boxed in between Queen Cleo and Miss Zoey!

I had
been searching for a 60 inch Bullard for several years. I could
afford neither the $60,000 price tag, that they were going for,
nor the $10,000 trucking charge. Finally I found this one, on
e-bay, two towns over from the shop for $3500 that included the
flag and digital read out!!! Here Will, Celesty and Ronnie have
jacked it up and placed it onto caterpillar machinery rollers in
order to ship it back to the shop. We were looking for a service
manual. The folks who are supplying parts for Bullards told us
to look on the cross slide for a 5 digit serial number that
would help them select what manual to send to us. I looked and
found only a three digit number. We told the number to the
factory rep. He called back and told us our Bullard had left the
factory in August of 1902!!! It was the oldest Bullard that he
knew of that was still being used in a commercial operation. I
was very pleased to get it. Will did put on his steel toed boots
after this photo was taken.
April
11th, 2009, added scanned textbook, Hydraulic Motors by M.
Bresse as translated by F. A. Mahan, July 1869. Also added links
to Part I and Part II of the 1880 US Census, Water Powers of the
United States. Got up at 5:00 AM cleaned both sides of River
Road of all trash from bridge to abandoned house. Got Collin's
trash rake and swept beer bottles and trash from sun turtle's
little pond.
April
2nd, 2009, added scanned textbook, Hydraulic Turbines by Victor
Gelpke and A. H. Van Cleve
March
29th, 2009, added scanned text book, Theory of Turbines by De
Volson Wood, Graphics of Water Wheels by William Fox and
Standard for Hydraulic Turbine and
Generator Shaft Couplings and Shaft Runout Tolerances.
March
23rd, 2009, added Characteristics of Modern Turbines- Chester
Larner.

Celesty
in action!!!! She is at the bottom of the Chinese gate case at
Brockway Mills. She is moving one of the 75 ton porta-power
cylinders. You can see the remains of the Chinese volute case,
that needed to be cut out, in order to install the 500 KW,
Ossberger Turbine in place. Chris gave me the Dong Fang for cash
and a promise to assist him with the concrete removal. The only
place to insert the rectangular draft tube was to hammer out a
10 foot wide by 12 foot long by 15 foot deep hole in front of
the volute case and breaking out into the roof of the elbow
draft tube. We used 30 pound rivet busters to remove the
yardage. It took 6 weeks of back breaking work. This plant is
currently for sale. Chris has purchased property in Montseratt.
He wants to drill obliquely towards the volcano and install
several megawatts of vulcan-thermal, steam cycle power!! This is
a beautiful plant and has been running superbly!!! He is asking
$ 850,000 for the plant. I think it is a steal. If you have a
serious interest, please call Chris at: 1-603-499-2350.

Celesty is inspecting
the No. One turbine runner for damage at Pepperell Hydro. Note the chunk of
missing runner blade she has discovered. She is holding her hand over the
missing piece.

Celesty
and Will in the ruins of Appleton Mills in Lowell, MA. Will is
sitting on the endbell of the horizontal pressure case. Celesty
is straddling one of the cylinder gate operating shafts. Please
see the following "You Tube Video" of this site when it was
restored in the 1980s by Dave and Luke Wright.
http://www.youtube.com/watch?v=efZfa8w7VNg
<<< please click
March 18th, 2009,
Added Operation and Maintenance of Hydro-Generators
March 11th, 2009,
added brochure, Craig Ridgway, "Perfection" Water-Wheel and
Shaft Couplings for Hydroelectric Units
March 10th, 2009,
added brochure, Headgates by S. Morgan Smith Company
March 8th, 2009,
added Christiana, Jolly, Trump and 1902 Lombard Catalouges.
March 5th 2009,
added link a link to "Treatise Relative to the Testing of
Water-Wheels and Machinery, with Various Other Matters
Pertaining to Hydraulics" James Emerson, Holyoke Testing Flume,
1878.
March
3rd 2009, added three Lombard Catalouges, four articles on
cavitation and links to the classic textbooks, Waterpower
Engineering by Dan Mead and Hydraulic Turbines by Daugherty.

Celesty
and I are lowering the Leffel, 39 Inch, B-2 runner into the No.
2 pressure flume. The new main shaft was created by "The
Wizard", on our 28 foot long, Poreba, roll, lathe.
Celesty and Mike had just used the 3000 ft-lb, hydraulic torque
wrench to tighten the 1/2 coupling onto the top of the runner.
We are standing on top of the Westinghouse generator flange that
I carved from the carcass of the number two generator with the
thermite bars.

Celesty,
Ronnie Johnson and Chris Krueger rigging the Brockway Mills
Rotor in anticipation of lowering it into the powerhouse hatch.
Look at the size of the crane block compared to Chris' head!!

Here,
Celesty is pushing the Brockway Mills synchronous generator
stator into position. I am in the back corner operating two 5
ton chain cum-a-longs in series to take up the slack. The stator
is hanging off the crane cable . The top of the boom is almost
200 feet above her and the cable is dropped down through three
stories, of a concrete reinforced powerhouse.
!
A rare
picture of Celesty, Will and Ronnie with the famous Mr. William
Munch. Bill is a master electrician, hydro developer and owner
of the Valatie Falls HEP. He learned about hydro development as
a child. He worked with his father developing hydro stations in
the 1930s and 1940s. I am always in awe of Bill Munch and see
him as a living part of hydro history. By the way, he hates to
have his photo taken!!!

Celesty
and Will during the presentation of their WPI Major Qualifying
Project (MQP). These gentlemen are their advisors, Professors
Mingjiang Tao and Paul Mathisen. They designed a replacement dam
for the
Anasagunticook Lake
Dam in Canton, ME. Celesty has graduated with a BS Degree in
Civil Engineering. Will is graduating this Spring with a BS
Degree in Civil Engineering.
Please
see the following link to their paper:
Anasagunticook Lake Dam Replacement- C.Fay
& W.Fay<<< click on link

Celesty torquing
down the little bull gear bolts for the main driveshaft at
Slater Mill Museun in Pawtucket, R.I. The Wizard is watching for
movement of the blocks. This exhibit always had a severe
vibration problem. This was partially caused by the replacement,
main, bullgear located in the basement. When it was cast, it
cooled in a slightly oblong shape.

Celesty is inspecting
the No. 2 Unit, at the Lee Pelton Site, in November of 2004. She and Will
removed the equipment. They bought the contents of the powerhouse for $ 1000. It
was offered to them at the last moment in leau of giving it to the scrappers. It
was amazing seeing the two of them, running 30 pound rivet busters, to pry these
units out of solid concrete! We still have the three units. Ironically the third
unit never ran!. The head losses in the 7000 foot long, 42 inch diameter
penstock, with all three units running produced less power than with two units
running!!!

Mike is scaling the
inside of a draft tube whilst Celesty holds the halogen light for him. This is a
really tall tube. Mike is about 18 feet above the tailwater. The tube is about 8
feet in diameter at the high side. We had him tied on with redundant safety
belts and chains.

Celesty checking out the
Lower Bristol site in April of 2005. She and Will almost bought the upper and
lower sites. This powerhouse and its equipment have since been obliterated from
the face of the earth. What a shame.
February 5th, 2009 added
Sparhawk Mills

Celesty supervising the
pick, of the Brockway Mill's, second generator rotor. The first generator lost
its bearings and destroyed its rotor and iron core. Chris purchased this
generator. He dropped both rotors off at the shop. We pressed both shafts off
the rotors. We turned down the old shaft and pressed it back into the new rotor.
We did this so the generator shaft and coupling would match up to the existing
turbine. Note the newly glyptoled salient pole pieces.
Celesty, Davis and Mike
rigging in the 26,000 pound, solid steel, Dong Fang synchronous, salient pole,
rotor. Notice Celesty's mitten stabilizing the rotor shaft while Davis and Mike
remove the cribbing. This is typical!!! We can not work in or near the water
unless it is 10 below zero!! Celesty is always in the thick of it!!! At least
she was smart enough to wear her Carhart thermal coveralls. See the third to the
last photo, in the machine shop sidebar, to see how large this rotor really is
and to see it flying through the powerhouse!!!

A second view of Celesty
and Mike picking the Dong Fang rotor. Celeste is tossing those 70 pound,
southern yellow pine, timber cribs, around like they were match sticks!! Between
working with us building hydroelectric plants, for the last 12 years, and
graduating with a Civil Engineering Degree from WPI, she knows more about
hydropower engineering then most 50 year old consultants!!
December 20th, 2008 added our adventures rebuilding the
Valley Paper Company's Smith Kaplan in 1993.
December 12th, 2008 added a link to the CORPS's Water
Hammer Program for penstock transients
November 26th, 2008
added Carl Weidner's Design of an Overshot Waterwheel( an exquisite paper)
November 24th, 2008
added barrel stave bearing repair webpage
November 1st, 2008
repaired Bradway page and added Golden Pond Repair Photos.
Will Fay is using a
megohmeter to check the primaries for short circuits. We found out that one of
the high voltage primaries had short circuited to ground inside the aluminium
tube that you can see the wires passing into. This tube was designed to keep the
high pressure oil inside the turbine and the water from entering the turbine. It
turned out to be a complicated design. We had to destroy it in order to reverse
engineer it. It was filled with epoxy. The wires were interrupted by brass
cylinders that had been drilled from either end that created blind holes with
brass in between. The wires were inserted from either end and silver soldered in
place. They were then inserted in the aluminium cylinder and it was filled with
epoxy. This elaborate scheme was to prevent the high pressure oil from wicking
up the interstices of the cooper wire.
October 6th, 2008. Added
Bradway Turbine webpage.
September 30, 2008: I
spent a lot of time finishing up our saga about removing the turbines at
Livermore Falls, NH. You may thoroughly enjoy perusing the web page:
http://frenchriverland.com/livermore_falls.htm

Celesty jacking
the Golden Pond, Hydrolec, Kaplan, Hub down, with a 30 ton,
hollow, core ram.

Mary Remington
and Will Fay offloading one of four, Rodney Hunt, Hi Test,
gatecases. These units are part of a quadraplex, dual camelback
unit similar to Jim Beesha's units at Mechanicville, N.Y.
Celesty
and Will getting ready to dive on the forebay at Woronoco HEP.
Sand had built up in front of the west rack and the trash rake
would not descend to the sill. They cleaned out the sand.

Winter on the Westfield River.
Celeste and Ronnie Johnson installing stoplogs in order to drain Woronoco Hydro.
Note the main beam is the same one Will is seen cutting in a following photo.
April
119th, 2009, started scanning "Feasibility Studies for Small
Scale Hydropower Additions, A Guide Manual, US Army CORPS of
Engineers.
April
17th, 2009, finished Gubin. Reduced price on Montana Generators.
April
16th, 2009, scanned more pages into Gubin and added Snow's
Improved Water Wheel Governor, 1845.
April
14th, 2009, did taxes, wished my Mom Happy 91st Birthday.
Partially scanned and added Draft Tubes of Hydro Electric
Stations, M. F. Gubin. Need to look at Pepperell saddles and
band installation.

Celesty Fay constructing her first dam at Mill Road. She is two
years old here!!! Note the giant baloney curl looped over her
left shoulder.

King
Tut, "The Supervisor"!! This guy barks out orders like a dog!!

Celesty,
Will and I just purchased this Niles Boring Mill with a 120 inch
diameter table. We paid $5000.00 for it. We are setting it up in
the old turbine hall in Building 9 in the Ware Mill Complex,
Ware, MA. This is a magnificent machine tool and I could not see
it going to the scrappers. It is loaded on three flatbeds!!!
Note
worn, circular way that the table rotates on. It has worn two
concentric ridges. We are contemplating installing 980 1/2 inch
by two inch long hardened dowl pins in this depression in order
to rebuild the way.

This is
the table. Note the main shaft stem is bolted to the base of the
table with a flange. We will remove the shaft and turn it true
in our big Poreba Roll Lathe. We will make a new main bronze
bushing using a chunk of bronze, Durabar from Boston Gear.

No
Picasso could compare with the beauty of this crosshead!!!

This is
one enormous chicken wing!!!! lol

Men at
work!! We have finally started on Indian River HEP. Here my guys
are using a 50 ton railroad jack to pry the General Electric,
400 KW, 200 RPM, salient pole generator out of the floor. We
spent two days jack hammering it out of the floor.

There is
nothing like a 30 pound demolition hammer to move old concrete.
This generator will be reconditioned and installed at Celesty's
and Will's new powerhouse.

This is
a really big lathe. I am in the process of purchasing it. Only I
would see the intrinsic beauty and value in this machine!! I am
having the ways scraped and it will go back into commercial
operation to extend its 120 year life cycle. I am grateful the
scrappers did not take it!! We will use it to re-machine crown
plates, throats and runners!!!
September 28th, 2009, progress report on Indian River:

We have
removed the front gatecase cover, the front gate case, one of
the two runners and one of the cameback humps.

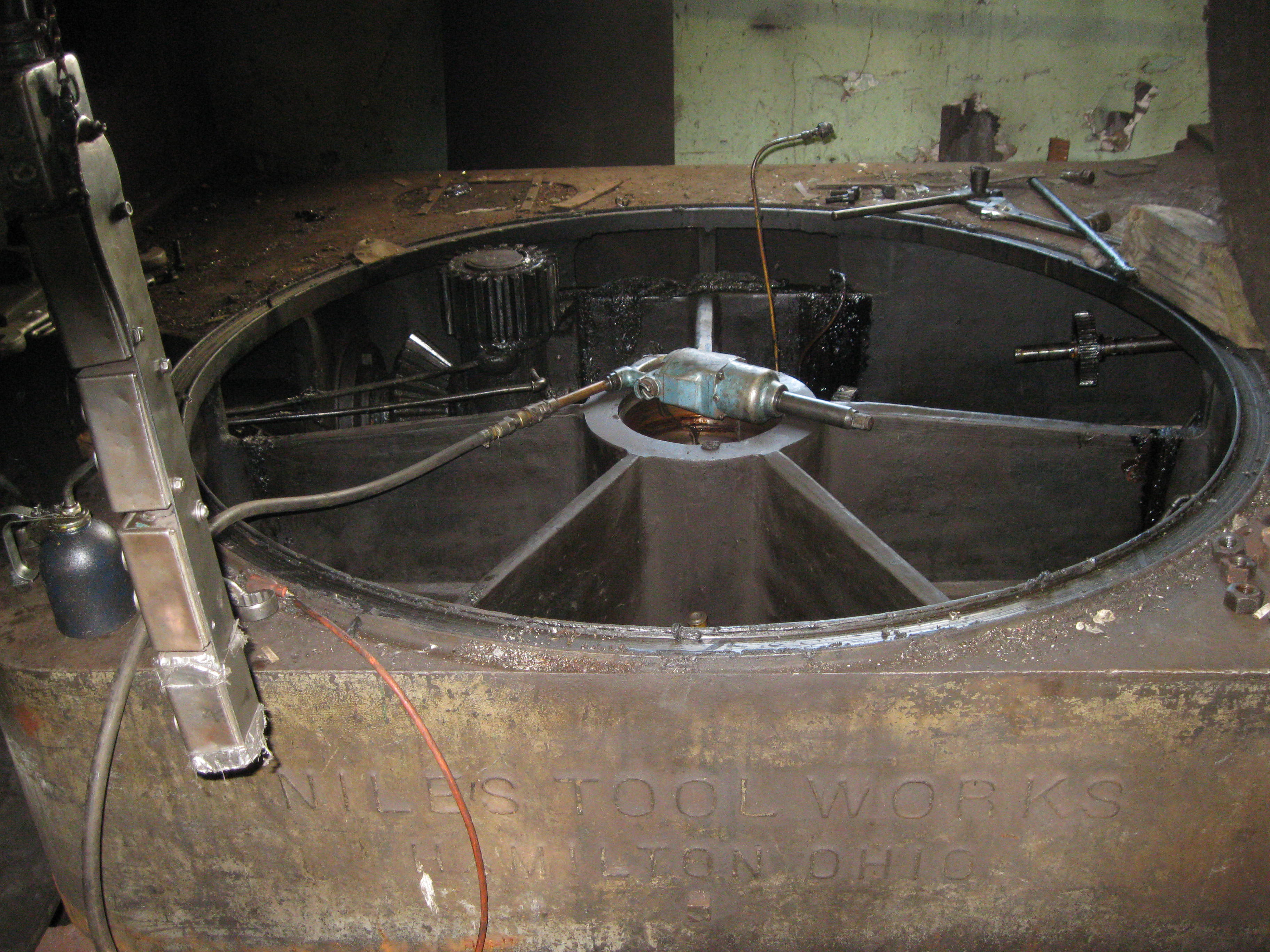
This
view is looking into the front of the pressure case. The runner
shaft had broken into two pieces. You can see the rear camel
hump and the end of the broken shaft sticking out. The rope
prevents you from falling down the draft tube 12 feet into the
tailrace.

December
2nd, 2009, we just purchased a Whitcomb and Blaisdell metal
planer. Here it has just arrived from N.J. and we need to remove
it from the truck. See the following Picasa Album to see how we
did it!!!!http://picasaweb.google.com/frenchriverland/Planer?authkey=Gv1sRgCK_brdOGroXsbg#
<<< click here!!

We have
cut the pressure casing away to expose the Morgan Smith cylinder
gate turbine. We need to remove the bed bolts and slide the unit
outside. I am not scrapping this turbine. It can go to a museum
or be reused on a low budget project. The runners and castings
are in great shape. It was putting out 300 kW on 24 feet of head
at 200 rpm until it was turned off in 1994.

Here is
the 1888 GE Generator. It is going into dead storage at a
friend's factory. Here we realized the crane would not pick the
generator up. We removed the excitor rotor, excitor stator and
bearing caps. We were then able to lift it up.
Indian River
progress update:
http://picasaweb.google.com/frenchriverland/InduanRiverOct21st2009#
<<click

Our beautiful and mischievous
Mary Remington, checking out the optical transit, to go surveying with Will.
Mary is very bright and a quick learner. She has been helping us out with FERC
licensing issues and survey projects.

We blew
the generator stator at Golden Pond Hydro. Will and John
Remington went up and removed it. They hauled it back on the
trailer. A friend drove up and looked at the trailer. She asked me
what that large metal pig was doing in my driveway? I will take
that impression of my turbine pig to hydro heaven !!!!! lol!!

Here is
something you do not see everyday! Here is the table for our
Niles Boring Mill being turned by the table of an even larger
Niles Boring Mill. We needed to have the large diameter annular
bearing refinished. The Niles has a unique design feature. It
has a gear driven wedge that is located beneath the bearing
spindle. For small pieces, the table is lifted up with the
wedge. For very large pieces, the table can be dropped down and
lightly rested on the annular bearing to support the outer edge
of the table. The folks at Montaque Machine in Turners Falls, MA
turned our table bearing to a 60 finish at Warren's request.
|  GREEN
GREEN